Сварка полимерных труб - базовая технология при монтаже систем холодного и горячего водоснабжения, отопления, технических трубопроводов, напорной и безнапорной канализации, газораспределительных сетей низкого давления. Наиболее распространённые материалы - полиэтилен (ПЭ 80/100/100RC), полипропилен (ПП-R/ПП-RCT), поливинилхлорид (ПВХ), реже - полиамиды, ПВДФ и специальные композиции. Качество соединения определяется не только корректно подобранными режимами сварки и квалификацией оператора, но и техническим состоянием сварочного оборудования. Ремонт аппаратов для полимерных труб - это не "замена вилки или нагревателя", а комплексный инженерный процесс: диагностика, дефектация узлов, восстановление, калибровка и верификация результата контрольными испытаниями.
Ниже приведено подробное информационное руководство без рекламных формулировок. В тексте последовательно разобраны типы сварочного оборудования, характерные поломки, алгоритмы диагностики, методы ремонта и регулировки, регламенты обслуживания, требования безопасности и документирования, а также практические чек-листы для бригад и мастеров. Материал рассчитан на инженеров ПТО, механиков, сервисных специалистов и прорабов, которые хотят понимать, как правильно обслуживать и ремонтировать аппараты стыковой, раструбной и электромуфтовой сварки, а также инфракрасные и экструзионные системы, когда они применяются на полиэтиленовых и полипропиленовых трубопроводах.
1. ТИПЫ СВАРОЧНЫХ АППАРАТОВ ДЛЯ ПОЛИМЕРНЫХ ТРУБ
1.1. Стыковые (термоконтактные) аппараты
Стыковая сварка ПЭ и ПП труб осуществляется нагревом торцов на плите заданной температуры с последующим снятием плиты, осадкой и выдержкой под давлением. Комплект включает станину (раму) с зажимами, торцеватель (фрезу), нагревательную плиту с антипригарным покрытием, гидростанцию или механический привод, блок управления (иногда - с регистрацией параметров). Диаметры - от 40 до 1600 мм.
1.2. Электромуфтовые аппараты
Соединение осуществляется за счёт нагрева встроенной в муфту спирали; аппарат подаёт строго заданное напряжение/ток и выдерживает время согласно штрих-коду муфты. Состав: источник питания с контроллером, клеммы, сканер штрих-кодов (или ручной ввод), датчик температуры/компенсации, принтер/логгер (опционально).
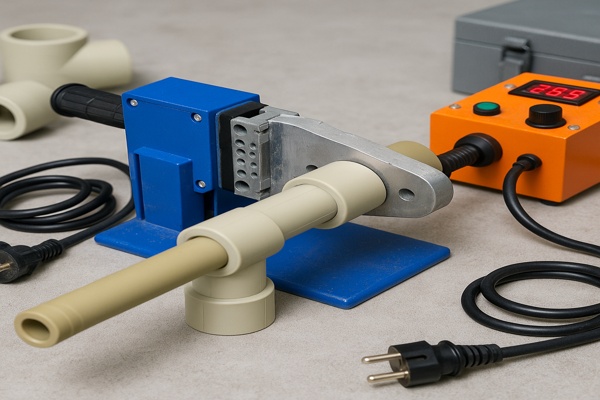
1.3. Раструбные (муфтовые) аппараты для ПП-труб
Нагрев осуществляется насадками "гильза-дорн" на плите. Конструкция: блок нагрева (ТЭН, термопара, термостат/контроллер), комплект насадок с тефлоновым покрытием, опора/штатив, иногда - цифровая индикация.
1.4. Инфракрасные и бесконтактные системы
Применяются при высоких требованиях к чистоте и повторяемости геометрии - нагрев инфракрасными излучателями без контакта. Требуют регулярной калибровки излучателей и точных настроек.
1.5. Дополнительные устройства
Центрирующие приспособления, устройства снятия фаски и окалины, скребки, струбцины, устройства выверки соосности, а также экструдеры для ремонта/добора материала (на футлярах, резервуарах и т. п.).
2. КРИТИЧЕСКИЕ ПАРАМЕТРЫ СВАРКИ И ИХ СВЯЗЬ С СОСТОЯНИЕМ ОБОРУДОВАНИЯ
2.1. Температура нагревателя
Для ПЭ обычно 200-230 °C (в зависимости от стандарта и окружающих условий), для ПП - 240-270 °C. Отклонение более ±10 °C вызывает недогрев ("холодный шов") или перегрев (оплыв, деградация полимера).
2.2. Давление/усилие осадки
В стыковой сварке давление рассчитывают по площади торца и характеристикам гидростанции; недостаток давления даёт слабую диффузию, избыток - чрезмерный грат и сдвиг материала.
2.3. Время нагрева, смены и выдержки
Нарушение "временных окон" из-за медленного снятия плиты, отсутствия синхронизации или просадки питания приводит к дефектам структуры шва.
2.4. Соосность и геометрия
Перекосы зажимов, люфты направляющих, изношенные втулки - источник "ступенек" и непараллельности, что критично для больших диаметров.
2.5. Электропитание
Для электромуфтовых аппаратов важны стабильные напряжение и ток: просадка срывает цикл, перенапряжение перегревает муфту. Для стыковых и раструбных - достаточный запас мощности и честные сечения удлинителей.
3. ОСНОВНЫЕ НЕИСПРАВНОСТИ ПО ТИПАМ АППАРАТОВ
3.1. Стыковые аппараты
• "Плавает" температура плиты - деградация ТЭНа, разрушение термопары, окисленные контакты, плохая термоизоляция.
• Фреза не набирает обороты/шумит - износ щёток, подшипников, крыльчатки охлаждения.
• Гидростанция "теряет" давление - изношенные манжеты, негерметичность клапанов, загрязнение фильтра, недостаток масла.
• Рама "ведёт" трубу - изношены втулки/направляющие, ослаб крепёж, деформированы щеки зажимов.
• Логгер не записывает параметры - сбой питания, кабели, повреждение платы памяти.
3.2. Электромуфтовые
• Ошибка "недостаточное/избыточное напряжение" - нестабильная сеть/генератор, плохой контакт клемм, длинные тонкие удлинители.
• Аппарат не считывает штрих-код - загрязнение сканера, несовместимый код, программный сбой.
• Перегрев муфты и вспучивание - завышенная мощность/время, короткое замыкание спирали, плохое охлаждение.
• Отказ силовой части - вылет силовых ключей/реле, деградация электролитов, перегрев из-за плохой вентиляции.
3.3. Раструбные
• Недогрев/перегрев насадок - повреждение термостата/контроллера, обрыв термопары, выкрашивание тефлона, нагар на насадках.
• "Залипание" фитингов - изношено покрытие, неправильная температура/время, загрязнённые поверхности.
• Рывки при установке - люфт опоры, кривизна резьб, перекос насадок.
3.4. Инфракрасные
• Неравномерность нагрева - "выгоревшие" секции, разрегулировка отражателей, загрязнение стекла/решёток.
• Ошибки датчиков - смещение датчиков пирометрии, сбой калибровки.
4. ОБЩИЙ АЛГОРИТМ ДИАГНОСТИКИ (ОТ ПРОСТОГО К СЛОЖНОМУ)
4.1. Первичный осмотр и безопасность
Отключить питание, зафиксировать жалобу. Проверить кабели, вилки, клеммы, удлинители, отсутствие оплавлений и запаха. Осмотреть механические узлы: люфты, трещины, геометрия.
4.2. Проверка электропитания
Измерить напряжение на конце удлинителя под нагрузкой (часто просаживается до 190-200 В, что уже критично). При генераторе - оценить мощность и тип стабилизации, наличие заземления.
4.3. Контроль температуры
Пирометром/эталонной термопарой сравнить фактическую и заданную температуры на плите/насадках/излучателях; проверить скорость выхода на режим и стабильность.
4.4. Диагностика механики
В стыковых аппаратах - соосность зажимов, чистота и параллельность плит, состояние фрезы, направляющих и втулок. В электромуфтовых - состояние клемм и контактного давления; в раструбных - качество насадок и посадок.
4.5. Силовая часть и электроника
Проверка ТЭНов (сопротивление/пробой), реле, силовых ключей, датчиков, платы управления. Осмотр радиаторов и вентиляции.
4.6. Гидравлика (стык)
Измерить давление/скорость осадки, проверить клапаны, фильтр, уровень и состояние масла (эмульсия - признак влаги), оценить уплотнения.
4.7. Итоговая дефектация
Составить перечень работ и запчастей с приоритетами (что критично для безопасности и качества шва - в первую очередь).
5. ТЕХНОЛОГИИ РЕМОНТА ПО УЗЛАМ
5.1. Нагревательные элементы и датчики
• Замена ТЭНов с обязательной ревизией контактных колодок, термозащиты и термопасты.
• Установка новой термопары/терморезистора, прокладка подальше от зон перегрева и сквозного потока воздуха.
• Регенерация/замена теплоизоляции плит, восстановление антипригарного слоя или установка новых покрытий.
5.2. Электроника и силовая часть
• Проверка и замена силовых ключей, реле, симисторов, электролитов.
• Перепайка "холодных" соединений, восстановление дорожек.
• Обновление прошивки (если предусмотрено производителем), тесты под нагрузкой.
5.3. Механика и геометрия
• Правка рам, замена втулок и подшипников направляющих; шаблон-контроль соосности.
• Ревизия зажимов: восстановление насечек, замена болтов и рычагов фиксации.
• Шлифовка/полировка плит, устранение раковин, проверка параллельности.
5.4. Гидравлика
• Замена манжет, колец, фильтров, ревизия насоса и распределителей.
• Промывка гидросистемы, заправка маслом нужной вязкости.
• Контроль утечек и удерживаемого давления при различных температурах.
5.5. Электромуфтовые клеммы и жгуты
• Замена обгоревших наконечников, усиление пружинного прижима/винтовых зажимов.
• Восстановление экранировки и изоляции; проверка сопротивления цепи.
5.6. Раструбные насадки
• Очистка от нагара и пластика, восстановление тефлонового слоя (или замена).
• Контроль ровности и концентричности, замер температуры поверхности.
6. КАЛИБРОВКА И НАСТРОЙКА
6.1. Температура
Сравнить показания контроллера с эталоном, выполнить корректировку коэффициентов. Для плит - измерять в четырёх точках по периметру и в центре, оценивать разброс.
6.2. Давление/усилие
Проверка манометров/датчиков давления. Для гидростанций - испытание на удержание, настройка предохранительных клапанов. Фиксация осадочного давления по методике производителя.
6.3. Время и скоростные операции
Верифицировать время смены (снятие плиты → осадка), отработать логистику движения, проверить корректность таймеров и логгера.
6.4. Электромуфтовые режимы
Поверка напряжения/тока по эталонной нагрузке; тест работы со штрих-кодами разных производителей; оценка функции компенсации температуры окружающей среды (если есть).
7. ИСПЫТАНИЯ ПОСЛЕ РЕМОНТА И КОНТРОЛЬ КАЧЕСТВА
7.1. "Холостые" геометрические и функциональные тесты
Работа фрезы, параллельность плит, стабильность температуры, удержание давления, датчики и сигнализация.
7.2. Практические сварочные тесты
• Для стыковой - сварка образцов из "той же партии" труб, визуальный осмотр грата, отсутствие пор и расслоений.
• Гидроиспытание сваренного образца (по доступным стендовым методикам).
• Для электромуфтовой - реальный цикл на муфте с документацией параметров, охлаждение по регламенту.
• Для раструбной - контроль усилия и времени, разрушающие испытания на вырыв/срез при необходимости.
7.3. Документирование
Составляется протокол: серийный номер аппарата, дата, перечень работ и деталей, результаты калибровки (T/ΔT, давление, время), результаты контрольной сварки и рекомендации по эксплуатации.
8. РЕГЛАМЕНТ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
8.1. Ежесменное ТО
• Очистка плит/насадок от загрязнений;
• Проверка целостности кабелей, клемм, вилок;
• Контроль температуры (пирометр), визуальный осмотр зажимов и направляющих;
• Для электромуфтовых - протирка клемм, проверка разъёмов, тест самодиагностики.
8.2. Еженедельное ТО
• Протяжка крепежа рам и зажимов;
• Проверка щёток/подшипников фрезы;
• Оценка состояния покрытия плит и насадок;
• Тест удержания давления гидросистемой.
8.3. Сезонное/ежеквартальное ТО
• Калибровка температуры и давления;
• Замена масла/фильтров гидростанции;
• Профилактическая замена термодатчиков с высокой наработкой;
• Диагностика логгера, обновление ПО (если предусмотрено).
8.4. Хранение и транспорт
• Плиты и насадки хранить с защитными кожухами, не ставить на нагревательные поверхности;
• Клеммы электромуфтовых аппаратов хранить в чехлах;
• Исключать конденсат и замерзание гидросистем;
• Всегда фиксировать раму и фрезу при перевозке.
9. ТИПОВЫЕ ОШИБКИ ЭКСПЛУАТАЦИИ, ПРИВОДЯЩИЕ К ПОВТОРНЫМ ОТКАЗАМ
• Питание от генератора без запаса мощности → "плавающая" температура и сбои муфт.
• Длинные удлинители малого сечения → падение напряжения, нагрев вилок, оплавления.
• Работа с загрязнёнными торцами/насадками → включения в шве, непровар.
• Игнорирование охлаждения муфты/стыка → внутренние напряжения, трещины.
• Неисправные/изношенные зажимы → перекосы и "ступеньки".
• Отсутствие калибровки → разъезд фактического и установленного режима.
• Хранение без чехлов → царапины, влага, коррозия контактов.
10. ОХРАНА ТРУДА И БЕЗОПАСНОСТЬ
• Отключать питание перед обслуживанием; работать в перчатках и очках, не касаться горячих плит/насадок.
• Обеспечить заземление, УЗО на линиях, защиту от дождя/снега.
• Исключить монтаж на ветру и при отрицательных температурах без защитных экранов/шатров для критичных диаметров; при необходимости корректировать режим.
• Вести журнал выдачи/возврата аппаратов, фиксировать замечания, допускать к работе только обучённый персонал.
11. ЭКОНОМИКА РЕМОНТА И КРИТЕРИИ ЦЕЛЕСООБРАЗНОСТИ
Рационально ремонтировать:
• ТЭНы, термопары, датчики, реле, силовые ключи;
• клеммы и жгуты электромуфтовых аппаратов;
• фрезы (подшипники, щётки), гидроуплотнения, фильтры;
• покрытия плит и насадок;
• направляющие/втулки рам.
Пограничные случаи:
• трещины рам и серьёзные деформации;
• системный отказ электроники с отсутствием запчастей;
• "убитая" гидросистема с кавитацией и коррозией.
Решение принимают по суммарной стоимости деталей/работ, срокам поставки и риску простоя объекта. Обычно замена оправдана при 60-70 % от стоимости эквивалентного нового комплекта.
12. ЧЕК-ЛИСТ БРИГАДЕ ПЕРЕД ВЫЕЗДОМ НА ОБЪЕКТ
-
Питание: генератор/линия, УЗО, кабели нужного сечения, удлинители - проверены.
-
Аппарат: калибровка температуры/давления актуальна; плиты/насадки чистые.
-
Оснастка: скребки, центрирующие, тиски/струбцины, калибраторы, спирт/салфетки.
-
Расходники: муфты, заглушки, прокладки, масло в гидростанции.
-
Документы: журнал сварки, режимные карты, поверка приборов.
-
СИЗ: перчатки термостойкие, очки, спецодежда, коврик диэлектрический.
-
Контрольная сварка и визуальный осмотр/измерения перед началом основной серии.
13. ДОКУМЕНТИРОВАНИЕ И ТРЕЙСАБИЛИТИ
После ремонта и калибровки целесообразно:
• приклеить сервисную наклейку с датой, параметрами и контактами сервиса;
• сохранить в журнале/логгере протоколы температур/давлений и результатов тестов;
• для электромуфтовых - печатать/сохранять отчёты со сканами штрих-кодов и параметрами циклов;
• при сдаче объекта - приложить копии протоколов к исполнительной документации.
14. ПРИМЕР СЕРВИСНОЙ ИНФРАСТРУКТУРЫ В КАЗАНИ (ИНФОРМАЦИОННО)
В Казани работают сервисные центры, выполняющие диагностику, обслуживание и ремонт электро- и бензоинструмента, включая аппараты для сварки полимерных труб. Ниже - ориентиры для связи:
ул. Юлиуса Фучика 52а
+7 (909) 309-90-46
Пн-Вс 9.00-20.00
Сб-Вс 9.00-17.00
ул. Пр. Ямашева 54 к 1
+7 (909) 309-90-46
Ежедневно, Пн-Вс 9.00-20.00
ул. Беломорская 6
+7 (909) 309-90-46
Ежедневно, Пн-Вс 9.00-20.00
Свяжитесь с нами: +7 (909) 309-90-46
Почта: 2454699@mail.ru
Ежедневно: 9.00-20.00
Контакты приведены для удобства читателей как пример точек обслуживания. Выбор конкретного исполнителя и согласование условий остаются за владельцем оборудования.
15. ЗАКЛЮЧЕНИЕ
Ремонт сварочных аппаратов полимерных труб - это системная работа на стыке электроники, механики, гидравлики и метрологии. Ключ к надёжности - регулярная калибровка, чистота нагревательных поверхностей, честное питание, контроль соосности и давления, грамотная дефектация и документирование каждого этапа. Правильно организованный сервис снижает риск аварийных отказов и брака, обеспечивает повторяемость сварки и продлевает ресурс оборудования. Следуя изложенным здесь алгоритмам диагностики и регламентам обслуживания, монтажные организации получают стабильное качество шва, а эксплуатационные службы - предсказуемую, безопасную работу на объектах любой сложности.